









هدف اصلی ابزار دقیق، فرایند کنترل خودکار واحدهای عملیاتی است. بدونه کنترل فرایند کارکرد واحدهای فرایند غیر ممکن و غیر عملی است. اندازه بزرگ و طراحی پیچیده آنها کاملا به مهارت ابزار دقیق بستگی دارد.
کنترل خودکار فرایند کنترل
متغیرهای فرایند اندازه گیری شده برای عملکرد ایمن و اقتصادی تجهیزات است وشامل اندازه گیری ،انتقال و ارائه این متغیرها می باشد. اگرچه کنترل خودکار ممکن است به صورت محلی در نزدیکی تجهیزات عملیاتی انجام شود،بیشتر از راه دور در اتاق های کنترل خودکار متمرکز انجام می شود.بنابراین ابزاردقیق به طور کلی به عنوان سیستم های کنترل خودکار متمرکز موجود در صنایع درنظر گرفته می شود.
به هر کنترل کننده خودکار دو اطلاعات داده می شود: اندازه گیری و نقطه تنظیم. اینها ممکن است سیگنال های پنوماتیک یا الکترونیکی باشد، یا ممکن است حرکات مکانیکی آرایش پیوند و اهرم باشند. کنترل کننده به تفاوت مقدار این دو ، سیگنال یا حرکت واکنش نشان می دهد و سیگنال خروجی برای حذف آن تفاوت تولید می کند.تا زمانی که تفاوت وجود داشته باشد ، کنترل کننده سعی میکند آن را با افزایش و یا کاهش سیگنال خروجی خود حذف کند(ر واقع این موضوع در مورد کنترل کننده های تناسبی صدق نمی کند، تنها کنترل کننده های تناسبی تنها زمانی انحراف را حذف می کنند که نقطه تنظیم و تنظیم باند متناسب در مشخص باشد.) هنگامی که اندازه گیری و نقطه تنظیم باهم برابر هستند، وضعیت کنترل کننده ثابت و خروجی آن بدونه تغییر است. هرگونه انحراف اندازه گیری از نقطه تنظیم باعث می شود که کنترلر با تغییر سیگنال خروجی خود واکنش نشان دهد.

یک کنترل کننده خودکار فرایند باید انحراف اندازه گیری از نقطه تنظیم را به گونه ای حذف کند که کمترین ناراحتی را برای فرایند و تجهیزات عملیاتی ایجاد کند. بنا بر این باید به اندازه، جهت ، سرعت تغیر و مدت زمان انحراف واکنش نشان دهد، زیرا ویژگی های دینامیکی هر فرایند منحصر به فرد است و پیش بینی آن دشوار است، کنترل کننده های اتوماتیک با حالت کنترل قابل تنظیم طراحی شده اند وآنها را می توان به گونه ای تنظیم کرد که ویژگی های دینامیکی فرآیند خاص تولید متغیر اندازه گیری شده آن را کنترل کند.
بیشتر بخوانید: فلومتر چیست و انواع فلومتر
توضیح حلقه کنترل بسته
برای حلقه کنترل حلقه بسته اسلاید-CLP را ببینید.
حلقه کنترل حلقه بسته عمدتاً دارای اجزای زیر است
حلقه کنترل حلقه بسته عمدتاً دارای اجزای زیر است
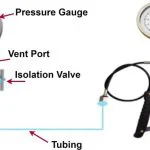
عنصر اولیه
دستگاهی است که برای اندازه گیری مقدار متغیر فرآیند و تبدیل آن به شکل قابل استفاده، استفاده می شود که می تواند بیشتر به سیگنال الکتریکی یا پنوماتیک قابل استفاده تبدیل شود. به عنوان مثال صفحات روزنه ای برای توسعه فشار تفاضلی استفاده می شود که سیگنال متناسب با جریان در خط فرایند است. عناصر اولیه ممکن است انواع مختلفی داشته باشند. برخی از آنها به شکل جدولی به شرح زیر آورده شده اند.
متغیر عنصر اولیه مورد استفاده برای اندازه گیری
1 فلومتر اوریفیس پلیت ، آنوبار، لوله ونتوری، نازل جریان و غیره
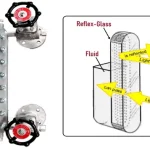
2 مرحله هوا از طریق لوله و فشار برگشتی که توسط ترانسمیتر ها، نشانگرهای فشار، رادیواکتیو، اولتراسونیک، جابجایی ها، شناورها، خازن ها و غیره حس می شود
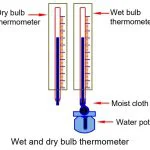
ترموکوپل، آشکار سازهای دمای مقاومت ، سنسور های مادون قرمز و غیره درجه حرارت 3
4 ارتعاشات کویل های پیکاپ القایی
سیگنال فرآیند اندازه گیری شده
این سیگنال الکتریکی یا پنوماتیکی است که از مبدل اولیه به شکل ولت، فشار در محدوده های مختلف و غیره خارج می شود. این سیگنال به 4 تا 20 میلی آمپر یا 3 تا 15 پی اس آی تبدیل می شوند و مستقیما به کنترل کننده تغزیه می شود.
متغیر سیگنال فرآیند اندازه گیری شده
1 فلومتر های اختلاف فشار
2 فشار مستقیم
3 مرحله فشار، فشار دیفرانسیل، فشار برگشتی و غیره
ترانسمیتر
مبدلهای اولیه سیگنالی معادل اندازهگیری متغیر تولید میکنند که توسط فرستنده ها به سیگنال مناسب تبدیل میشود تا به ماژول بازخورد کنترلکننده وارد شود. در سطح بین المللی همه ترانسمیتر ها خروجی 4 تا 20 میلی آمپر را ارائه می دهند که می تواند توسط انواع دستگاه های ورودی مانند کنترل کننده ها، نشانگرها، ضبط کننده ها و غیره پذیرفته شود. اینها بخش بسیار مهمی از کل حلقه کنترل حلقه بسته هستند زیرا کیفیت عمل کنترل عمدتاً به کیفیت اندازه گیری متغیر فرآیند بستگی دارد که فقط توسط عناصر اولیه و فرستنده ها انجام می شود. این روزها انواع ترانسمیترها برای متغیرهای گوناگون در بازار موجود است. ما حتی در حال دریافت پکیج ترکیبی عنصر اولیه و ترانسمیتر با هم برای بسیاری از متغیرها مانند فشار، سطح، وزن و غیره هستیم. که مستقیماً نصب می شوند و خروجی های 4 تا 20 میلی آمپر را ارائه می دهد.
ماژول بازخورد (کنترل کننده داخلی)
خروجی ترانسمیتر به ورودی کنترلر که دارای یک ماژول بازخورد است تغذیه می شود. ماژول فیدبک سیگنال ترانسمیتر را به گونه ای دستکاری می کند که به طور منفی به ژنراتور خطا تغذیه کند.
ژنراتور انحراف خطا (داخل کنترلر)

کنترلر با یک سیگنال مورد نیاز برنامه ریزی شده است که به آن نقطه تنظیم می گویند. تفاوت بین نقطه تنظیم و سیگنال (معادل سیگنال پردازش) که از خروجی فرآیند ماژول بازخورد خارج می شود، خروجی است که سیگنال خطا را تولید می کند.
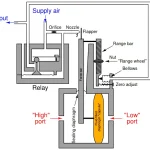
خروجی برای کنترل فرآیند (در داخل کنترلر)
خروجی کنترلر تولید شده فوق به مبدل های پنوماتیکی به نام مبدل جریان به فشار می رود .اینها خروجی پنوماتیکی را برای کنترل عنصر کنترل نهایی که عموماً شیرهای کنترلی هستند، ارائه می دهند.
فرایند ماژول
فرآیندهای اصلی که تحت کنترل قرار میگیرند، ممکن است مبدلهای حرارتی برای کنترل دما، مخزنها یا کندانسورها برای کنترل سطح، یا گیرندههای هوای ابزار برای کنترل فشار باشند. تئوری و استراتژی های کنترل کل برای کنترل خروجی آنها اعمال می شود. سیستم کنترل صحیح و با کیفیت، کمال را در خروجی دریافتی از ماژول های فرآیند تضمین می کند.